 | 全国服务热线 180-1511-6596 0517-89081220 |
| 全国服务热线 180-1511-6596 0517-89081220 |

电 话:180-1511-6596
座 机:0517-89081220
邮 箱:173877977@qq.com
网 址:www.jshaxd.com
地 址:江苏省淮安市淮阴区淮河东路118号
冷挤压技术简介
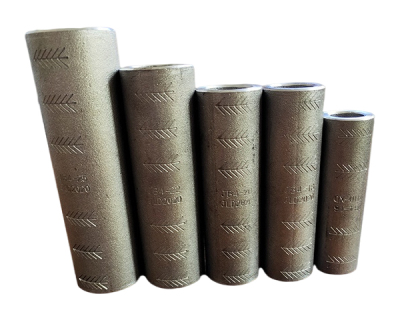
冷挤压是指将金属坯料以冷态放入模腔内,在强压力和一定速度的作用下迫使金属从模腔内挤出,从而获得所需的形状、尺寸和挤出零件的一定机械性能。显然,冷挤压工艺依赖于模具来控制金属流动,并依赖于金属体积的大量转移来形成零件。冷挤压套筒厂家表示它是精密塑料体积成形技术的重要组成部分。
冷挤压技术的应用领域
冷挤压技术已广泛应用于紧固件、机械、仪表、电器、轻工、航空航天、造船、军工等工业部门,冷挤压套筒已成为金属塑性散装成型技术中不可或缺的重要加工手段之一。新型挤压材料、新型钢级模具和大吨位压力机的出现扩大了其发展空间。

案例1,冷挤压应用于精密齿轮成形
当圆柱齿轮的外径与齿宽相比相对较大时,这种圆柱齿轮的精密成形很难用传统的冷挤压方法成形。当采用封闭成形时,由于高流动阻力的影响,齿端也会产生缺陷。因此,为了获得高精度、高质量的齿形,必须采用多工艺方法,即齿轮零件应多次成形以满足质量要求。心轴交换复合封闭成形法是圆柱齿轮成形的有效方法。所谓复合成形是指在同一工位具有两个或多个模具动作或运动的挤压成形过程。由于在同一工位完成,工作效率高,成形质量也有保证。
冷挤压成型步骤
A、 当坯料模具投入运行时,首先将齿轮坯料放入型腔中
B、 模具在滑块的一次行程中闭合,模具穿过上下模具闭合件
C、 预成型齿轮
D、 心轴更换和预成型完成后,滑块停止移动,下心轴在液压下将上心轴推出模腔,完成心轴更换
E、 在成型时,冲压滑块将第二次下降以完成成型
F、 工件的推出是通过压力机的推出器液压缸推动推出器杆来实现的。
冷挤压技术对企业发展的影响
冷挤压技术是一种高精度、高效率、高质量、低消耗的先进生产技术,主要应用于中小锻件的大规模生产。与热锻和温锻相比,它可以节省30%~50%的材料,节省40%~80%的能量,提高锻件质量,改善工作环境。